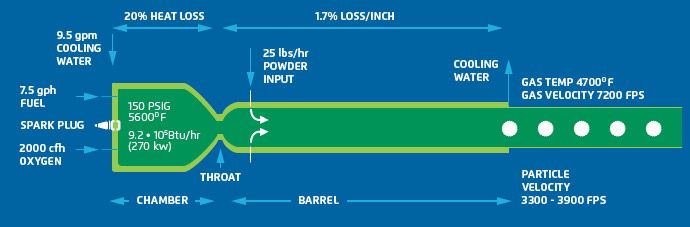
High Pressure High Velocity Oxy Fuel (HP HVOF)
The HP HVOF process sprays semi-molten droplets of coating material at extremely high velocities, resulting in coated surfaces of the highest possible quality and performance to improve durability, resistance to corrosion, or both.
HP HVOF coatings – which can range from a few microns to several millimetres thick - are very dense, very well bonded, and free of the oxides and tensile stresses typically found in coatings provided by other thermal spray processes. Consequently, HP HVOF coatings perform better in service.
A range of metal substrates, such as bronze, steel, aluminium, stainless steel etc, are suitable for HP HVOF coating.
HP HVOF wear resistant surfaces are finished by grinding, polishing or super-finishing using diamond tools and typically provide more than four (4) times the wear resistance of chrome plating, through-hardening and other hard facing techniques.
HP HVOF coatings are increasingly being used around the world as more environmentally friendly and superior performing alternatives to chrome plating.
Electric-Arc Spraying
Invented in the early 20th century, Electric-Arc Spraying uses a simple, low power arc drawn between two electrically charged wires to deliver the fastest coating rates of any technology.
Electric arc spray equipment resembles GMAW (MIG) welding equipment, in the power source and wire feeding units. Common arc spray units are capable of spraying iron and copper alloys at rates up to 18 Kg/hr using only 12 kW (42 MJ) of electricity.
Electric-arc spray devices are thermally efficient and, because there is no flame or plasma, little heat is transferred to the part being coated. This process is most suited to applications requiring metallic, relatively heavy coatings where absolute coating quality (density, oxide content, etc) is not as important as coating cost and rate of deposition.
Plasma-Arc Spraying
Plasma-arc spraying is a very versatile process, spraying all materials that are considered sprayable.
In plasma spray devices, an arc is formed in between two electrodes in a plasma forming gas, which usually consists of either argon/hydrogen or argon/helium. As the plasma gas is heated by the arc, it expands and is accelerated through a shaped nozzle, creating velocities up to MACH 2. Temperatures in the arc zone approach 36,000'F (20,000'K). Temperatures in the plasma jet are still 18,000'F (10,000'K) several centimeters from the exit of the nozzle.
Plasma-Arc spraying is commonly used to coat structural materials to provide protection against corrosion, erosion, wear and high temperatures. The process can be used as a repair medium to replace worn material and to change the electrical or tribological property of the substrate surface.
Plasma Transferred Arc (PTA)
The plasma transferred arc (PTA) weld hardfacing process produces high quality weld overlays with relatively low heat input and very low dilution of the substrate into the weld overlay. It is essentially a hybrid process containing elements of thermal spray (powder consumable melted in a continuous plasma heat source) and weld (the melting and formation of a metallurgical bond with the substrate). With the torch manipulation generally automated this process can achieve uniform overlays on complex parts.
The PTA process is typically used to apply relatively thick (2-3 mm) wear and / or corrosion resistant cobalt and nickel alloys.
The major disadvantage of the PTA process, compared to superior LaserBond laser cladding and thermal spray, is due to being essentially a welding process with relatively high heat input into the base material it results in potential distortion issues and the possible need to post-weld heat treatment.
Spray & Fuse / Spray-fuse Hardfacing
During spray & fuse / spray-fuse hardfacing a low-melting point nickel or cobalt ally is heated, deposited and fused onto a substrate. Spray & fuse is distinguished from spray-fuse due to the deposition and fused occurring simultaneously during spray-fuse, whilst spray & fuse requires a powder to be deposited to the required thickness before fusing either in a furnace or with a flame.
These processes produce dense corrosion resistant coatings of between 0.5 and 1.5 mm with good wear resistance and damage tolerance. The major disadvantages of this process, compared to the superior LaserBond laser cladding, is the coatings hardness and thickness is limited, and due to the high temperature there are limitations on suitable substrate materials.
Polymer Coatings
LaserBond is now, through the purchase of our Victorian facilities, a licensee of the PCI range of traction and release coatings developed by Plasma Coatings International. These coatings combine a thermal spray bondcoat with a polymer topcoat resulting in composite coatings with exceptional wear resistance, durability, and traction and release. These coatings are hydrophobic and resist microbial and fungal attack.
These coatings systems are US Food and Drug Administration approved for direct food contact services.
Special application thermal spraying systems
For economical dimensional restoration and repair, Wire Arc and Combustion metal spraying systems are used.
Typical materials include stainless and carbon steels, nickel alloys, bronzes, aluminium, copper etc.


