Laser cladding is the process of adding a pure metal or an alloy in its powder form to a new or remanufactured component to protect against wear, corrosion or abrasion.
Laser Cladding is nowadays often also called Laser Metal Deposition (LMD), Direct Laser Deposition (DLD), Direct Energy Deposition (DED) or Direct Metal Deposition (DMD). Some of these terms to some extent refer to the build-up of entire parts using Laser Cladding, nevertheless, they in principle are equivalent to the LaserBond's laser cladding process developed in 2001.*
First developed as a heat source for surface engineering technologies in the late 1990s, laser cladding offered a better finish than the contemporary surface engineering techniques – a finish that would deliver even longer component life.
LaserBond commissioned the first of our laser cladding systems in 2001 to further broaden our surface engineering capabilities and provide customers with access to coatings and overlays with a full metallurgical bond.
Our early R&D was directed at integrating multi-axis robotics and breakthrough metallurgies – work that set us apart from our peers – and we have built on that framework to continue expanding our laser cladding capabilities and adding more powerful, more capable laser cladding systems into our workshops.
LaserBond® laser cladding parameters
Our laser cladding capabilities are continually expanding as is the range of materials we can clad. Our weight parameter ranges from a few grams up to 25t; diameters from 5mm up to 2000mm, and lengths up to 6 metres.
In line with goal of delivering innovative services and products we are constantly researching advanced surface engineering technologies that will expand our capabilities into applications previously considered unsuitable or uneconomic.
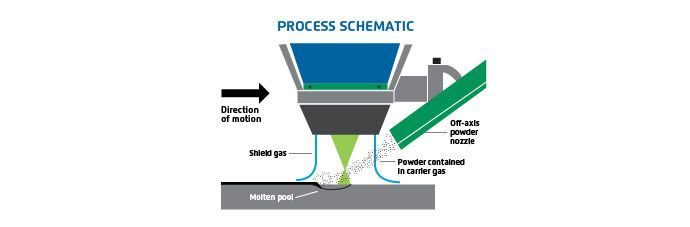
Unique LaserBond Deposition Process
The R&D team have developed an advanced additive manufacturing method to deliver a major improvement in the laser deposition of composite materials for wear applications.
It has resulted in a number of related and international patents, recognition of the global application of this new technology.
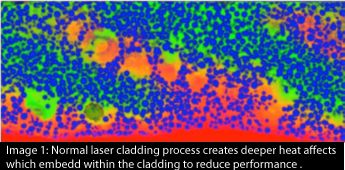
Working with scientists at the Australian Synchrotron the outcomes are illustrated by way of some advanced imaging obtained using the Scanning X-ray Fluorescence Beamline Microscopy which enables particular submicron content to be scanned, identified and imaged. It provided unprecedented visual proof LaserBond's new method was far superior to what had been used previously.
Images 1 & 2 shows the technical benefits of increased and more evenly distributed concentrations of protective carbides, minimal effects to carbide particles and dramatically reduced dilution.
- Image 1: Normal ‘laser cladding’ methods are limited to carbide concentrations of about 60% and particles of 75 micron, (shown blue).
Wear-life performance in particularly erosive and abrasive applications is affected by dilution of base material (red coloured), porosity and area's of low concentration of carbides ( multicoloured and green).
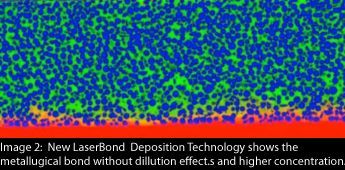
- Image 2: Contrasting this is LaserBond’s new method, which contains higher concentrations of protective carbide, smaller particles and dramatically reduced dilution. Also there is almost no heat affected zone, which ensures structural integrity and dimensions of the substrate and ensures no breakdown or reduced performance of the carbide component.
Performance Implications: First pass of laser cladding material onto substrate forms the metallurgical bond. Until this new LaserBond method, thicker layers and/or multiple passes were used to reduce the dillution effects on the wearing surface. Image 3 is an example of normal wear of carbide in an aggressive erosive and corrosive environment.

Commercial Benefits: The new LaserBond® laser cladding method offers further improvements to wear-life, thinner coatings and better economics for customers.
Contact Us for our technical expert to advise on how this new laser cladding process can be applied in your industry.
* For a summary of the different terms used to describe the Laser Cladding technology click here.


